
联系我们

- 景观灯光护栏 厂家服务完善
- 灯光护栏栏杆专业销售团队
- Q355B无缝钢管选购经验
- 普通密集架好货不贵
- 人行道护栏现货采购
- 找防撞不锈钢复合管栏杆全国统一价
- 定制宝钢冲压板CR340/590DP的厂家
- #S20-m-100/10油浸式变压器#-欢迎您
- 烤鱼铜锅安全植物油燃料厂家批发零售
- 房屋室内浇筑柱子机器实力雄厚
- 防伪防伪制作让利客户
- Q345B钢板,Q245R钢板一站式采购商
- 智能公交站台候车亭 仿古候车亭制作 不锈钢候车亭定制 户外太阳能候车亭 乡镇复古候车亭 新款智能电子系统候车亭 城市道路公交候车亭 公园巴士候车亭 不锈钢候车亭厂家 乡村简约不锈钢候车亭 滚动灯箱公交候车亭 智慧公交站台候车亭 景区道路候车亭 建设道路候车亭 城镇公交候车亭 新款不锈钢候车亭 广告灯箱候车亭 智能垃圾桶候车亭 新款智能自动报站候车亭欢迎电询
- MCW5型通风天窗价格合理
- 移动破碎站_破碎机免费询价
耐磨QT450球墨铸铁棒切割零售
更新时间:2025-02-09 08:20:42 浏览次数:1 公司名称:聊城 亿锦天泽钢铁有限公司
| 最小起订 | 5 |
|---|---|
| 质量等级 | 国标 |
| 是否厂家 | 厂家 |
| 产品材质 | 铸铁棒 |
| 产品品牌 | 亿锦 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 产品名称: | 铸铁型材 |
| 生产工艺: | 水平连铸 |
| 产品优势: | 无气孔/无砂眼 |
| 产品用途: | 机械加工/精密制造 |

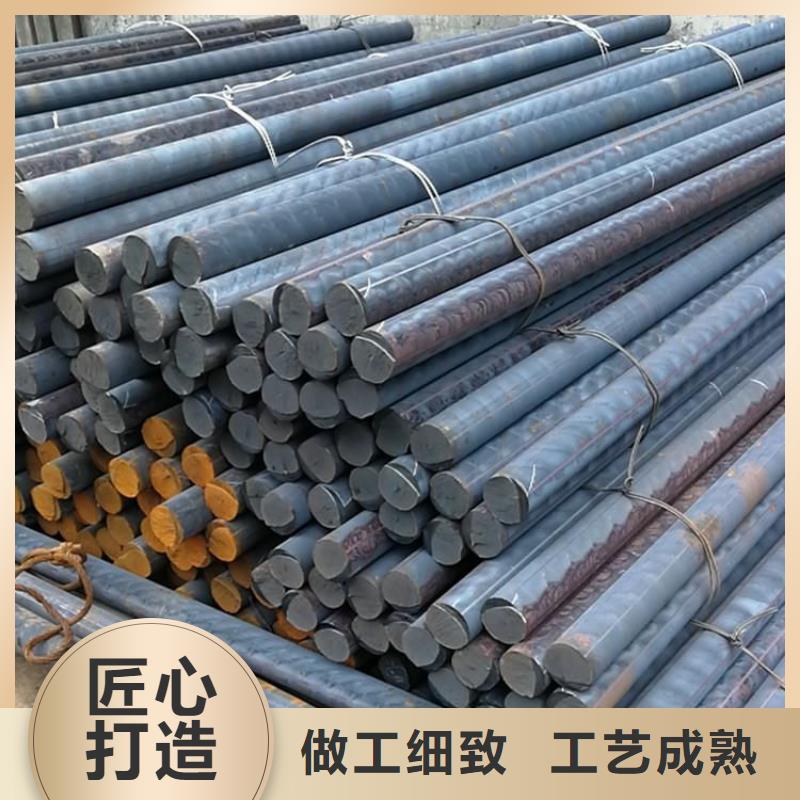

通辽耐磨QT450球墨铸铁棒切割零售
<通辽>亿锦天泽钢铁有限公司

 亿锦天泽钢铁有限公司经营的产品品种齐全,价格合理,随时满足广大客户的不同需求。产品具有耐压性能高、加工性能及抗疲劳性能优良、无砂型铸造缺陷,加工成品率高等特点。
广泛应用于液压、气动、机床、压缩机、模具、冶金、火车、汽车及纺织机械和一般通用零部件领域。
亿锦天泽钢铁有限公司经营的产品品种齐全,价格合理,随时满足广大客户的不同需求。产品具有耐压性能高、加工性能及抗疲劳性能优良、无砂型铸造缺陷,加工成品率高等特点。
广泛应用于液压、气动、机床、压缩机、模具、冶金、火车、汽车及纺织机械和一般通用零部件领域。

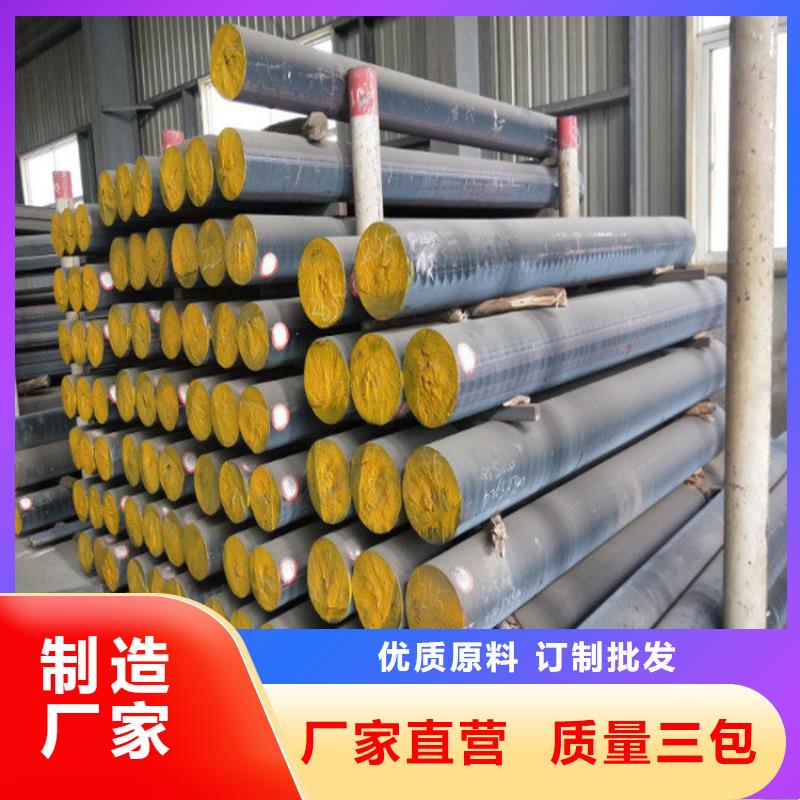
通辽耐磨QT450球墨铸铁棒切割零售
通辽亿锦铸铁型材有限公司专业提供通辽球墨铸铁棒现货,通辽铸铁棒生产厂家影响铸造速度的因素比较多,其影响作用也比较复杂,例如结晶器的导热能力、结晶器冷却的均匀性、铁液的温度、型材截面的几何形状等,生产中应根据铸铁型材的铸造质量情况不断调整工艺参数,达到合理的铸造速度。 应根据铸铁型材的材质和尺寸规格选择适宜的铁液温度。铁液温度高,流动性好,型材结晶前沿移动后有良好的焊合性,对鼓肚缺陷,在铸铁型材的水平连铸过程中采用反弧度法工艺,即通过新型的石墨套与引锭装置来实现的,通过实施反弧度法工艺,铸铁型材的鼓肚现象得到有效。但由于在率次实验过程中,刚开始生产铸铁型材时的拉拔速度比较慢、拉拔周期较长,使铸铁型材在结晶器的停留时间过长,导致在扁平方向上铸铁型材顶部略微向下凹,当拉拔参数调整合适时,下凹及鼓肚现象基本消失。反弧度法工艺制各的铸铁型材组织更为均匀,力学性能更为优良。与实施反弧度法之前的铸铁型材相比,实施反弧度法之后的铸铁型材硬度得到提高,组织更为均匀,并且其抗拉强度指标高于铸铁型材标准(JBT10854-2008水平连续铸造铸铁型材) 性能要求。产生裂纹、疤皮等缺陷。正常情况下型材出口温度应控制在900~950℃。 生产中应根据型材产品的尺寸和材质要求选择优的牵引工艺参数组合。减小牵引周期可在相同铸造速度条件下减小步距,有利于提高铸铁型材的组织均匀性和致密性,但过小的牵引周期会使型材运动频繁、间隙时间过短,反而对铸造质量产生不利影响。

通辽耐磨QT450球墨铸铁棒切割零售
通辽亿锦铸铁型材有限公司专业提供通辽球墨铸铁棒现货,通辽铸铁棒生产厂家通过改变除缩剂成分可减少或完全球墨铸铁铸件内部的缩松缺陷:C型除缩剂能够完全球墨铸铁铸件内部的缩松缺陷效果好。D型和H型除缩剂可以明显减少铸件内部的缩松缺陷G型和I型除缩剂使球墨铸铁铸件内部的缩松缺陷明显向上表面集中。经常规热处理后可以获得各种需要的基体组织厦性能,表面处理容易,铸铁型材表面进行玻璃,搪瓷涂层,铜,铬,钨电镀,渗碳,氨等表面处理,性能远远高于砂铸件和钢件。对鼓肚缺陷,在铸铁型材的水平连铸过程中采用反弧度法工艺,即通过新型的石墨套与引锭装置来实现的,通过实施反弧度法工艺,铸铁型材的鼓肚现象得到有效。但由于在率次实验过程中,刚开始生产铸铁型材时的拉拔速度比较慢、拉拔周期较长,使铸铁型材在结晶器的停留时间过长,导致在扁平方向上铸铁型材顶部略微向下凹,当拉拔参数调整合适时,下凹及鼓肚现象基本消失。
一般,在铁碳合金的结晶过程中,因为渗碳体的含碳量69%)比石墨的含碳量(100%)更接近于合金成分的含碳量5%o%),析出渗碳体时所需的原子扩散量较小,渗碳体的晶核易形成,所以自合金液体或奥氏体中析出的是渗碳体而不是石墨。
冷铁可显著缩短厚大断面蠕铁的凝固时间、提高试块中心的蠕化率在相同蠕化处理条件下模拟试块中心部、下双浇注系统上浇注系统为雨淋式下浇注系统为二级底注式浇注温度1300℃~1320℃。

